





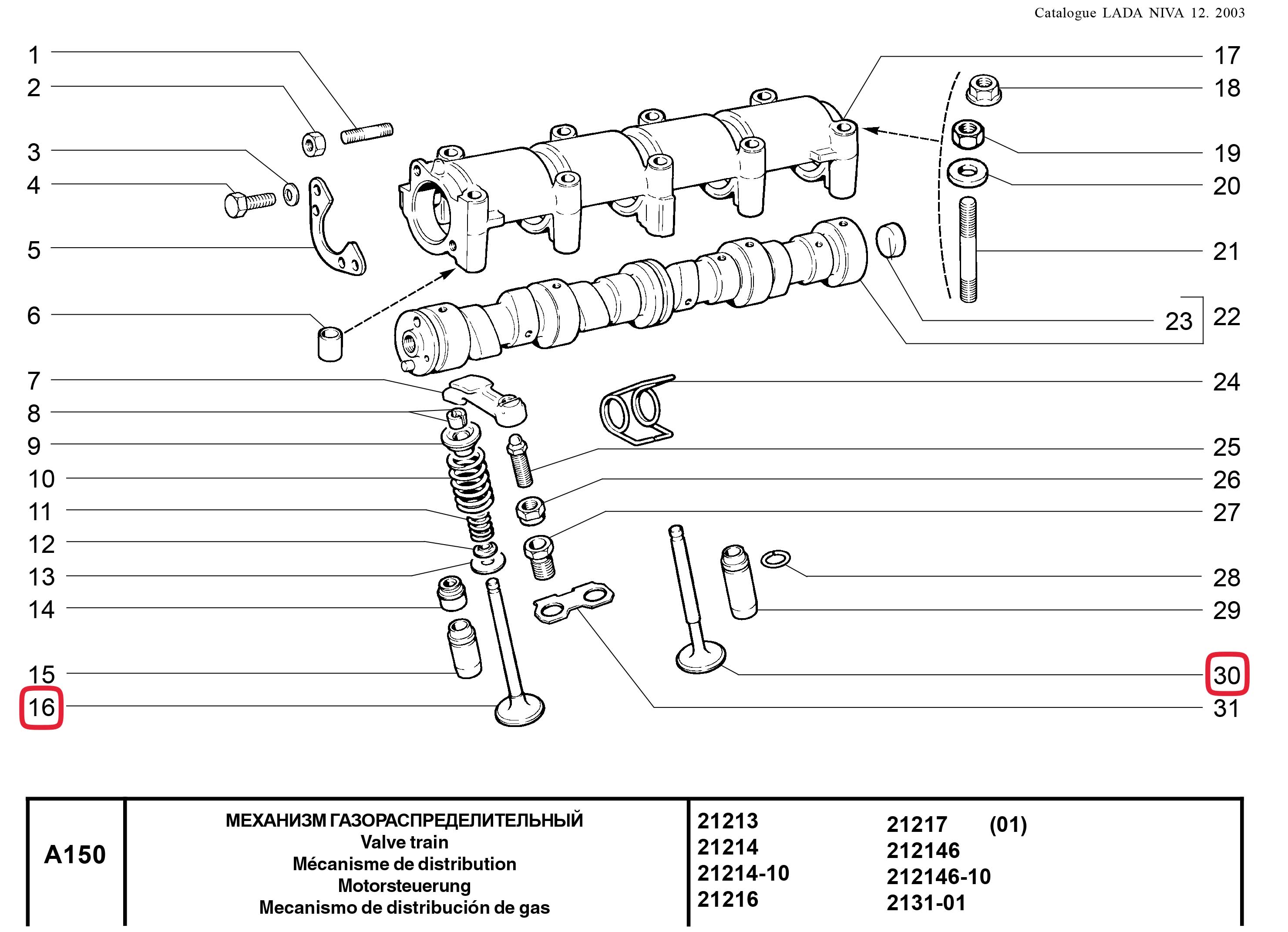

Клапани комплект усилени с азотна обработка
Продуктово ID 210101007010/12
Нето тегло 0.660 кг.
Размери на опаковката 13.00 x 8.00 x 8.00 cm.
Наличност: На склад
€ 91,50 / 178,96лв.Производител

EU
Клапани комплект усилени с азотна обработка и удължен живот. Тунинг
Включва :
4бр. клапани смукателни- 2101-1007010
4бр. клапани изпускателни- 2101-1007012-01
От 2007 г. Paradowscy AMP Sp. z o. o. предлага на пазара плазмено-нитрирани двигателни клапани, използващи импулсно йонно нитриране (PIN), на вътрешния и международния пазар. Този процес е най-модерният процес за метално нитриране в света. Използва се за повърхностна обработка на силно натоварени машинни части, устройства и инструменти, използвайки тлеещ разряд, генериран от пулсиращо електрическо поле. Този процес използва феномена на импулсен разряд в разредени газове, за да насити металната повърхност с азот. Йонното нитриране е съвременна версия на газовото нитриране, при което амонякът се замества с азот и водород, създавайки екологично чист процес.
Гамата от материали, които могат да бъдат закалени с помощта на този метод, непрекъснато се разширява, постигайки до петкратно увеличение на издръжливостта. Йонното азотиране е изключително ефективно за повишаване на износоустойчивостта на азотираните слоеве. Използването на технология за йонно азотиране в клапаните на двигателите увеличава тяхната издръжливост в системата клапан-стебло и намалява адхезията на въглерод в областта на главата. Използването на тази съвременна технология подобрява общата издръжливост на клапаните. Резултатите от изпитване на стомани за клапани в първоначалното им състояние и след азотиране, измерени с помощта на линеен метод, показват повече от петкратно намаляване на стойностите на износване за азотирана стомана.
Използвайки технология за плазмено йонно азотиране, произвеждаме клапани с високи механични свойства - твърдост, износоустойчивост и устойчивост на абразия. Тази технология предлага множество предимства пред използваните досега хромиране и азотиране в солена баня, а също така е превъзходна по отношение на неутралното си въздействие върху околната среда.
Процесът се провежда при ниски температури (започвайки от 400°C, което е едно от многото предимства на йонното нитриране) и под намалено налягане. Основната причина за този процес е постигането на високи стойности на твърдост в нитрираните слоеве. Температурният диапазон от 400 до 600°C позволява контролирано втвърдяване. Най-високите стойности на твърдост се постигат след азотиране в диапазона от 400–500°C. Процесът на азотиране се извършва във вакуумна камера при налягане от 1 до 10 hPa. Детайлът служи като отрицателен полюс на разряда (катод), докато стените на камерата служат като положителен полюс (анод). Под въздействието на приложено постоянно напрежение (400–700 V), повърхността на катода излъчва електрони, които в електрическото поле получават енергията, необходима за йонизиране на газови молекули. В резултат на сблъсъци, йонизираните атоми и молекули се ускоряват и удрят повърхността на катода. Бомбардиращите йони избиват железни атоми, легиращи елементи, въглерод, азот и електроните, необходими за поддържане на тлеещ разряд. Железните атоми се комбинират с активни азотни атоми и се отлагат върху повърхността като нитриди, насищайки близките повърхностни слоеве с азот чрез дифузия. Йонното азотиране произвежда нитридни слоеве с непореста, еднофазна близо до повърхността зона, осигурявайки равномерни физични и химични условия. Възможен е прецизен контрол на структурата на слоевете, което позволява ефективна обработка на големи компоненти с високи размерни изисквания и осигурява дълъг експлоатационен живот
Производител: AMP, Полша
Подобни продукти
















Изработка на уеб сайт от dotPress © 2015 - 2026 версия:3.59
![]()